


Belt Drive Air Compressors
Browse VMAC OEM compressors and components, offering 15-150 CFM air output.

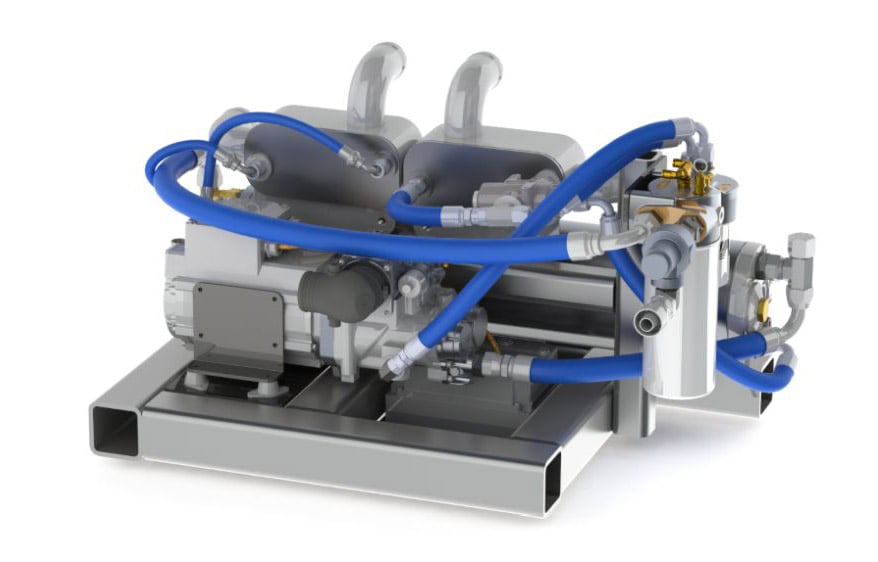
Spline Drive Compressors
These direct drive rotary screw air compressors feature a lightweight, aluminum design and operate at 100% duty cycle.
Electric Air Compressors
VMAC is currently working with various partners to develop custom electric air compressor packages to their specifications with 200-1,000 Volt applications.
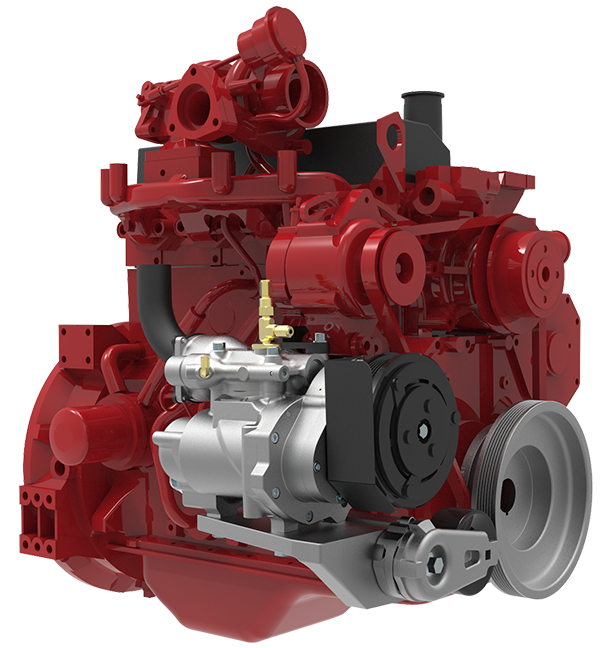
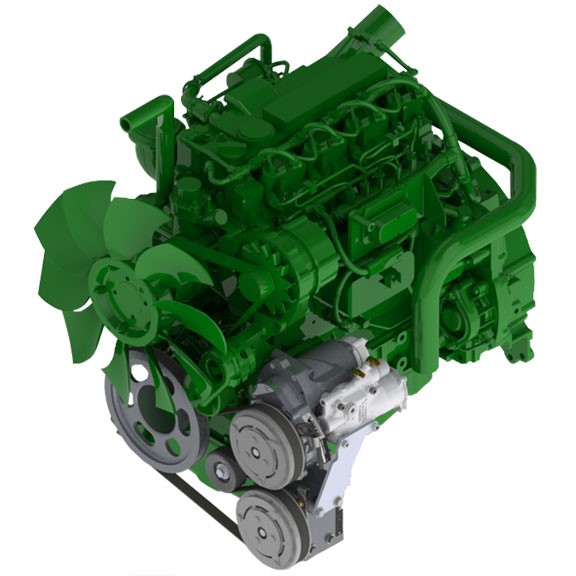
OEM Industrial Engine Applications
VMAC has over 25 years of experience developing custom mounting kits for industrial engines.
OEM Industries & Applications
VMAC designs OEM air compressors for a variety of the most challenging applications.